Power electronics keep getting smaller while pushing more current through tighter spaces. The heat has to go somewhere, and traditional copper or aluminum heat sinks increasingly struggle to keep up. After years of working with thermal management challenges in semiconductor packaging, the pattern becomes clear: matching thermal expansion rates matters as much as raw conductivity. WCu, MoCu, and CMC composites exist precisely because this dual requirement cannot be solved with single-element metals alone.
Why Standard Heat Sink Materials Fall Short in Modern Power Electronics
The push toward higher power density creates thermal loads that conventional materials simply cannot handle gracefully. Pure copper conducts heat well but expands at rates that stress semiconductor die bonds during thermal cycling. Aluminum weighs less but shares the same fundamental mismatch problem. When a silicon carbide chip cycles between ambient and operating temperature hundreds of thousands of times, even small CTE differences accumulate into mechanical fatigue.
Advanced heat sink materials address this by combining elements with complementary properties. Tungsten and molybdenum both expand slowly and maintain structural rigidity at elevated temperatures. Copper provides the thermal pathway. The composite approach lets engineers dial in specific expansion rates while preserving adequate heat transfer. This tunability explains why WCu, MoCu, and CMC composites have become standard choices for demanding power electronics applications.
WCu and MoCu Composites Compared: Different Paths to Thermal Stability
WCu tungsten copper alloy and molybdenum-copper alloy both emerge from powder metallurgy processes, but their performance profiles diverge in meaningful ways. Tungsten’s density and extremely low thermal expansion make WCu the natural choice when gallium arsenide or silicon carbide devices demand precise CTE matching in the 6-9 ppm/°C range. The tradeoff comes in weight and machining difficulty.
MoCu offers a middle ground. Molybdenum expands slightly more than tungsten but machines more easily and weighs considerably less. For silicon-based power modules where CTE requirements fall in the 6-10 ppm/°C window, MoCu often delivers adequate thermal performance with better manufacturability. The density difference alone—roughly 10 g/cm³ for MoCu versus up to 17 g/cm³ for WCu—can matter significantly in weight-sensitive applications.
Thermal Performance Differences Between WCu, MoCu, and CMC Heat Sinks
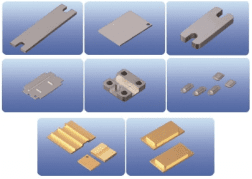
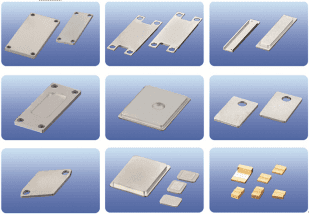
WCu heat sinks reach thermal conductivities between 170-220 W/m·K depending on composition ratio, with CTE values tunable to match GaAs and SiC device requirements closely. MoCu achieves 150-200 W/m·K with slightly broader CTE adjustment range, making it versatile across silicon device families. CMC composite material laminates take a different structural approach entirely—sandwiching a molybdenum core between copper cladding creates a substrate that resists warping while maintaining high in-plane thermal conductivity. Each material addresses specific thermal and mechanical constraints rather than serving as universal solutions.

| Feature | WCu (Tungsten-Copper) | MoCu (Molybdenum-Copper) |
|---|---|---|
| Thermal Conductivity | High (170-220 W/m·K) | High (150-200 W/m·K) |
| CTE (ppm/°C) | Tunable (6-9), excellent match for GaAs/SiC | Tunable (6-10), good match for Si |
| Density (g/cm³) | High (13.5-17.0) | Medium-High (9.5-10.5) |
| Machinability | Moderate | Good |
| Primary Advantage | Superior CTE matching for advanced semiconductors | Balanced performance, wider silicon device compatibility |
For deeper analysis of these material systems, see 《Analysis Of The Outstanding Performance Of Molybdenum Copper Alloy And Cmc Three Layer Structure Materials》.
CMC Laminates Solve Warping Problems in Large-Area Power Devices
IGBT modules and RF power amplifiers present a particular challenge: large footprints mean even small thermal expansion mismatches translate into significant mechanical distortion. A heat sink that bows during operation compromises thermal contact and stresses solder joints unevenly.
CMC laminates address this through their layered architecture. The molybdenum core provides dimensional stability and low bulk CTE while copper cladding on both faces ensures efficient heat spreading and straightforward metallurgical bonding to other package elements. The result maintains flatness through severe thermal cycling—a property that single-material heat sinks cannot match at comparable thermal conductivity levels.
The metallurgical bond between layers proves critical. Mechanical clamping or adhesive bonding would introduce thermal resistance at each interface. Proper roll-bonding or brazing creates continuous metallic contact, preserving the thermal pathway from device to cooling system.
How CTE Mismatch Causes Power Device Failures
Thermal cycling creates a repetitive stress pattern at every material interface within a power module. When the heat sink expands at a different rate than the semiconductor die, the solder joint between them absorbs the dimensional difference. Over thousands of cycles, this accumulated strain nucleates cracks that propagate until the thermal path degrades or fails entirely.
WCu, MoCu, and CMC materials reduce this failure mode by starting with expansion rates closer to common semiconductor materials. A WCu heat sink matched to a SiC device might see CTE differences of 1-2 ppm/°C rather than the 10+ ppm/°C mismatch between pure copper and silicon carbide. This reduction in differential expansion extends device lifetime proportionally.
Selecting the Right Heat Sink Material for Your Application
Material selection requires balancing multiple factors simultaneously. Thermal conductivity sets the upper bound on heat removal rate, but achieving that theoretical limit depends on maintaining good thermal contact throughout the assembly. CTE matching determines long-term reliability under thermal cycling. Mechanical properties affect both manufacturing feasibility and structural performance in the final assembly.
Weight constraints vary dramatically by application. Aerospace power electronics demand minimum mass; industrial motor drives rarely face weight limits. The density difference between WCu and MoCu can shift material selection when every gram counts.
Cost analysis must extend beyond raw material prices. WCu’s machining difficulty increases fabrication expense. CMC’s layered structure requires specialized processing but may reduce assembly complexity downstream. FOTMA works with customers to evaluate these tradeoffs against specific application requirements.
Manufacturing Processes Behind High-Performance Heat Sink Materials
Powder metallurgy forms the foundation for both WCu and MoCu production. Tungsten or molybdenum powders blend with copper powder in precise ratios, then undergo pressing and sintering to achieve target density and composition uniformity. The sintering temperature and atmosphere control final material properties—too hot and copper migrates excessively; too cool and porosity remains.
CMC fabrication follows a different path. Roll bonding or brazing joins copper sheets to a molybdenum core under controlled conditions. The metallurgical bond quality determines both thermal performance and mechanical reliability. Post-bonding heat treatment relieves residual stresses that could cause warping during subsequent machining.
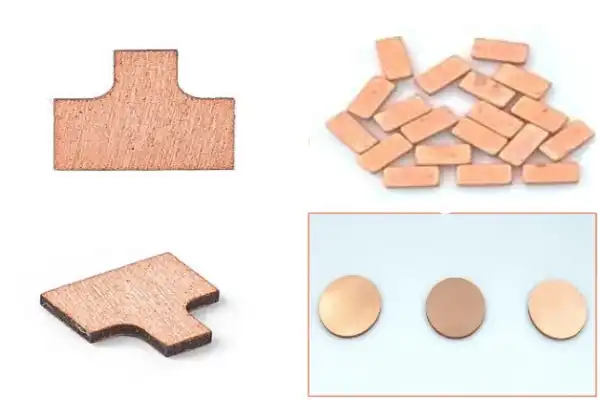
Precision machining brings these materials to final dimensions. Tolerances in semiconductor packaging often fall below 25 microns, requiring careful tool selection and cutting parameters. Surface finishing affects thermal interface resistance and brazeability for downstream assembly steps.
FOTMA’s three decades of experience with tungsten and molybdenum products translates directly into process control for these composite heat sink materials. Quality verification at each production stage ensures consistent performance in customer applications.
Emerging Approaches to Power Electronics Thermal Management
Additive manufacturing opens possibilities for heat sink geometries that conventional machining cannot achieve economically. Internal channels, optimized fin structures, and conformal cooling passages all become feasible when building layer by layer. Early applications show promise for specialized high-value components where thermal performance justifies manufacturing complexity.
Phase change materials offer transient thermal buffering—absorbing heat spikes during peak loads and releasing stored energy during lighter operation. Integration with traditional heat sinks creates hybrid systems that handle both steady-state and pulsed thermal loads more effectively than either approach alone.
Research continues into novel composite formulations targeting even higher thermal conductivity with maintained CTE control. Diamond-reinforced metals and advanced carbon composites represent potential next-generation materials, though manufacturing costs currently limit widespread adoption. The thermal demands of AI accelerators and next-generation power converters will likely drive continued material development.
Work with FOTMA on Your Thermal Management Challenges
Hubei Fotma Machinery Co., Ltd. brings over 30 years of tungsten and molybdenum expertise to advanced heat sink material production. Our manufacturing capabilities span WCu, MoCu, and CMC composites with full machining and finishing services. Contact our team to discuss your specific thermal management requirements. Email: [email protected], [email protected] | Phone: +86 13995656368, +86 13907199894.
Best Cost-to-Performance Balance for High-Power Semiconductor Packaging
Application specifics determine which material delivers optimal value. CMC composite material laminates frequently offer the best balance for high-power modules where flatness and moderate CTE matching suffice. When precise expansion matching to GaAs or SiC devices takes priority, WCu tungsten copper alloy justifies its higher cost. Molybdenum-copper alloy fills the middle ground for silicon-based devices with less stringent CTE requirements. FOTMA can help evaluate which approach fits your thermal and economic constraints.
Custom Heat Sink Solutions for Unique Power Device Designs
FOTMA specializes in tailored heat sink fabrication across WCu, MoCu, and CMC material systems. Our engineering team works from customer specifications to develop manufacturing approaches that meet dimensional, thermal, and mechanical requirements. Whether your application involves standard geometries or complex custom shapes, our production capabilities and quality systems support the full development cycle.
Lead Times for Custom MoCu or WCu Heat Sink Orders
Production timelines depend on design complexity, material composition, and order quantity. Standard configurations with established tooling ship faster than first-article custom designs requiring new fixturing. Contact our sales team at [email protected] or +86 13995656368 for specific lead time estimates based on your project details.